�Ԓ��86-0574-86820128-805
���棺86-0574-86820118
��ַ���㽭ʡ�����б��������|�^(q��)
�d�I(y��)��·11̖
�]����315800
�]�䣺jack.xie@youngyearnb.com
sales@youngyearnb.com
�W(w��ng)ַ��gdhongding.net
���_�����ж�λ���ě_味����о�
����(j��)ģ�M�����Y(ji��)�����_���˳��ζ�λ�����IJ���ˇ��������D4��ʾ����һ������ģ肼���ǻ������������ǻ�������ڲ������ӡ�ͨ�^�D4�� a~d 4��
����ģ�Č� ��K�����Ķ�λ��Ҋ�D5��ʾ��


�D4 ��ˇ�����D


�D5 ��λ������Ʒ
�_���ٶȌ��a(ch��n)Ʒ���|(zh��)����(w��n)������һ����Ӱ푡��_���ٶ��^�죬�����¶�λ��픲��Ѽy���������ѻ����ඨλ�������r�l(f��)�F(xi��n)����35��/min�ě_���l�ʱ��^���m��
ģ����ģ�Ĵֲڶ�ֵ����λ����Ӱ��^��ģ�⻬����ģ�Ķ�λ���Ŀ�ǻ��Ó������ģ�⻬�����ڲ������Ӽ���λ���İ�ģ��(n��i)픳�������аl(f��)�F(xi��n)���簼ģ�]�В��⼰���Εr���ӝ����ͣ���λ���ڳ��ε��^���б����ࡢ ����������픲����ѵȲ����ʸ��_ 60%���ϡ�
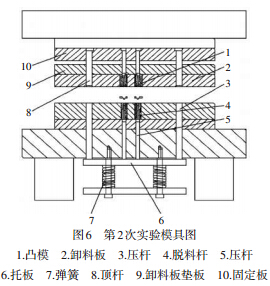
ģ�߽Y(ji��)��(g��u)����Q��λ�������ࡢ����������픲����ѵ��y�}���^��Ď�����ģ�߽Y(ji��)��(g��u)��(y��ng)ԓ���Cģͬ��λ���İ�ģÓ�ϗUһ�����м��س̣���ģ���\�е�һ�����μ�ж�ϵ��г��У�ģ��ģ����Ó�x��λ��픲��ă�(n��i)���棬Ó�ϗU����Ó�x��λ��픲�������档��t�����F(xi��n)��λ�������ࡢ ����������픲����ѵ�ȱ�ݡ���2��ģ�ߌ�������D6��ģ�߽Y(ji��)��(g��u)�� ����3��ģ�߽Y(ji��)��(g��u)��ƣ� �乤���^�̞飺 픗U8ͬģ�ȸߣ�ģ�����Еr�� �̶��ڹ̶��� 10��픗U 8�c���ڰ�ģ���ϵĉ��U 3�Bͬ�а� 6һ�����£� �Ķ����Cģ 1ͬÓ�ϗU4ͬ�����У� ģ�س̕r�ڏ���7�������±��CģͬÓ�ϗU4ͬ�����У� ֱ����λ����픳���ֹ��


�P����ӿƼ�������������˾ ���(qu��n)���� htm xml�� ������(chu��ng)���o�W(w��ng)�j(lu��) ���g(sh��)֧��
��ַ���㽭ʡ�����б��������|�^(q��)�d�I(y��)��·11̖
���I:�������ģ���O(sh��)Ӌ�c���졢��X��߅�O(sh��)�䡢��܇�����סլ�O(sh��)ʩ��������N�l(w��i)���t(y��)���O(sh��)������_���a(ch��n)Ʒ
�P(gu��n)�I�~�����_�������_��ģ�� �ٶȽy(t��ng)Ӌ �䰸̖����ICP��18042616̖